Bushing Installation
Bushing Installation
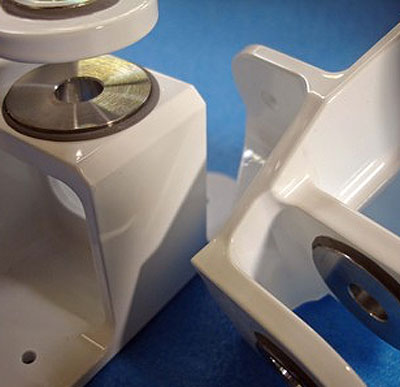
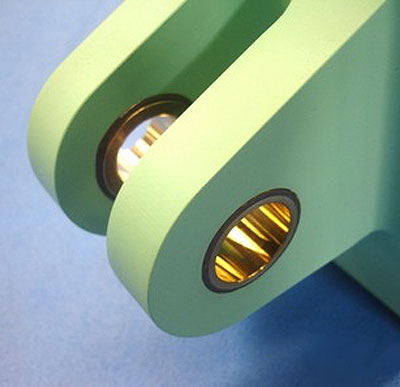
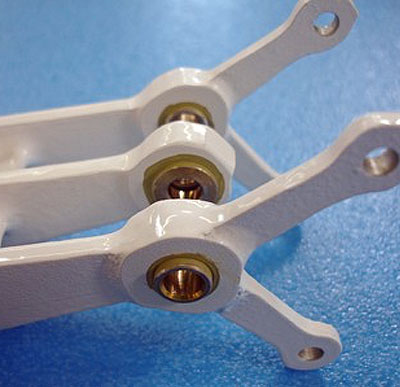
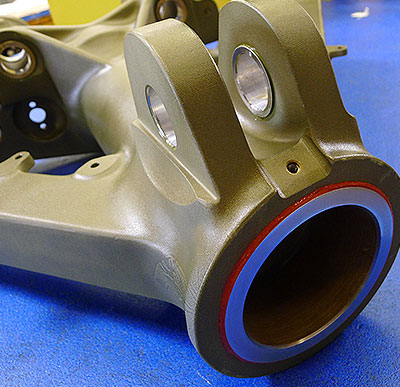
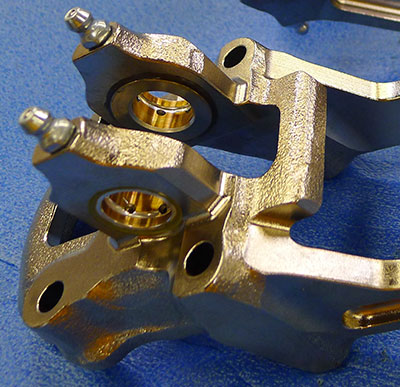
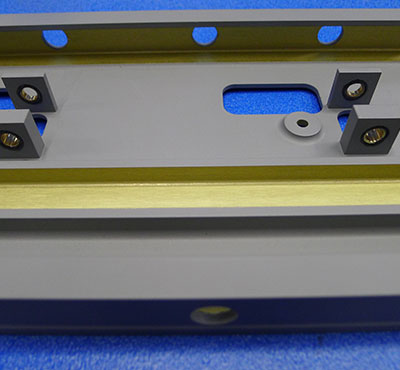
Bushing Installation – American Precision specializes in various methods of bushing installation to various Aerospace, Military and Commercial specifications.
Example of bushing installation methods pictured below:
- bushing sizing
- press fit
- shrink fit
Click images to view larger










Bushing Installation
A bushing should be developed to withstand the electric field strength created with the insulation, whenever any earthed material is present. Given that the strength from the power field improves, leakage paths may develop throughout the insulation. In case the energy of the path overcomes the dielectric strength from the insulation. That may rupture the insulation and allow the electrical related power to perform to the nearest earthed material resulting in burning and arcing.
A conventional bushing installation style provides a ‘conductor’, (normally of copper or lightweight alloy, on occasion of additional conductive materials). Surrounded with insulation, except for the terminal edges.
In the case of a busbar, the conductor terminals can assist the busbar in its region. When it comes to a bushing, a repairing tool can also be affixed to the insulation to keep it within its area. Normally, the mending spot is important or encompasses the insulation portion of the insulated surface. The insulated material around the side as well as the conductor is one of the most very stressed part.
Electrical Bushings
The concept of any type of electrical bushing installation needs to assure that the electrical strength from the insulated stock is able to hold up against the infiltrating ‘electrical energy’. Penetrating the conductor, via any highly pressured parts. It really ought to also be suitable of withstanding, unexpected and exceptional elevated voltage instances. In addition to the typical continual service hold up against voltage. Considering the current which leads and manipulates the advancement of leakage trails and not current.
Protected bushings might be installed either inside, or outdoor, but the selection of protection will be decided on by area of the installation. The  energy service function on the bushing.
energy service function on the bushing.
 energy service function on the bushing.
energy service function on the bushing.For a bushing to function effectively over several years, the insulation must stay efficient. Both in structure and design form and may be pivotal elements in its endurance. Bushings can for that reason differ substantially in both material and design style.
FITTING METHODS
Easily the most regularly chosen procedure for installing the bushing is to push them inside the housing. Having created the appropriate housing (H7), the following actions really should be used:
- Chamfer the overture to the housing by 20 ° +/- 5 ° to a measurement of 1-2mm Deburr and clean the mating areas Grease the outside material of the bushing before fitting it (do not apply unnecessary grease as this could result in the bushing to turn about when placing in the material).
- Examine the position of the shafts in between the bushing and the material.
- Where a few bushings are required, adjust the butt junctions.
- This is usually suggested to take a guiding spindle to add the bushing in their material.
- Push fitting is usually performed using hydraulic, pneumatic or machine-driven hardware.
- In order to fit in bushings having a diameter or greater than 55 mm, it is suggested to work with a retaining ring with a dimension that is 0.3/ 0.4 mm bigger.
- Concerning flange bushings, the chamfer on the lead must provide an angle of 45 ° as well as a depth of about 2 mm (2.55 for a bushing with a wall surface density of 2.5 mm).
Bushings – Fitting and Installation
With respect to several particular installations, just like AST650 bushings, the shrink fitting technique may be taken into account. It is the sought after approach for fitting a bushing into its part offering an optimal interference match without having the possibility of bearing problem at the time of installment. Icy CO2 must be packed all around the bearing for as much as 2 hrs, depending on the cross section of bushing. The moment taken out from the CO2, the bushing should be injected into its housing immediately. It should match without force and gravitational force can typically suffice for a vertical setup.
Run-in Time span
During initial run-in, contact surfaces of shaft and bearings are remarkably smooth; having said that, small abnormalities will develop upon continually working for a certain period of time. A discrepancy through pure center position might also exist. Hence, limited preliminary connection among sliding surfaces could very well take place. It isn’t encouraged to promptly commence a repeatedly loaded procedure, as it may cause issue to the bushing contact area, generating a short shelf life. It’s recommended that a gradual break-in function be carried out to purge the microscopic deviations, and let the entire pressure support area to slowly allow complete contact without causing destruction to the bushing and/or shaft.
Storing
AST bushings are supplied bulk-packed in containers or in plastic bags then packed in cases. The bearings can be housed in a well-maintained, dry area. The slim wall bearings like EPB must be protected from deformation during the course of storage. Don’t store in areas exposed to heats, strong humidity, or the open sun light.
Thrust Washers and Plate
It’s highly recommended to attach thrust washers and sliding plates into indented housings. To eliminate the moving of such components, dowels are encouraged to be set up.
Alternative Fixing Process
Laser assembly, adhesive mending or soft soldering strategies might be alternative strategies for the correcting of the washers or plate if dowel pins can’t be applied. The heat level should never go over the temp limits of the components while choosing laser welding or another temperature fixing tactics. Likewise, the moving area must always be kept devoid of adhesives.
Housings for Bushings
Straight bushings ought to come with chamfers upon the housing bore in the middle of manufacturing. A chamfer with a size fg, and an angle of 20? ± 5? is essential to facilitate the pushing of the bushing within the material.
Housing for Flanged Bushings
The space at the cross over off the radial to the central part must be counted for flange bushings. A sufficiently sizeable chamfer ought to be presented on the housing to prevent flanged bushing intrusion in the part of the radius. Adequate support ought to be offered the flange in treatments with axial loading.
Shaft
Bushing performance is affected by the product, solidity, surface roughness and surface treatment of the mating shaft. If operated in a harsh environment like saltwater, or in synthetic solutions, double or triple chrome plating ought to be point to consider.
Seals
Bushing Seals If greater amounts of contamination take place or the bearing is chosen in an aggressive setting, the bushing needs to be defended from soot and contamination. The regular option is to re-design the bordering framework so the pollution can’t reach the bushing. In the event that contamination is imminent, a collar of oil or a shaft seal is advised.