Bearing Installation
Bearing Installation
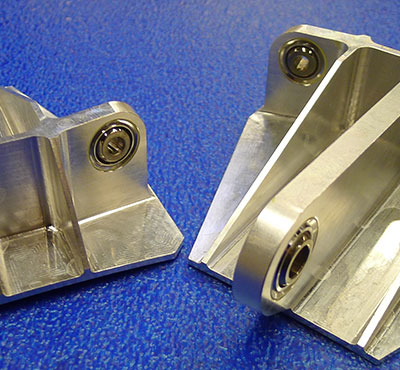
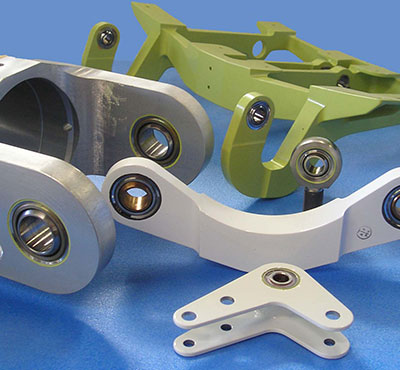
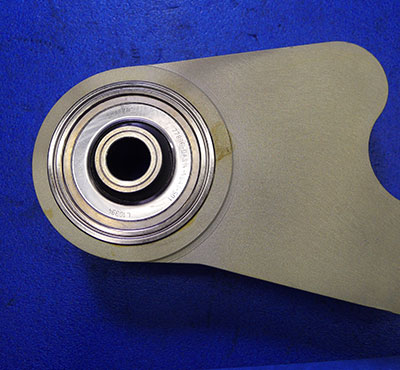
American Precision specializes in various methods of bearing installation, retention and proof load testing. Retention methods include bearing swaging, roller swaging, anvil swaging, bearing staking, anvil staking, and chisel staking. Processes are performed to a wide variety of Aerospace, Military and Commercial specifications. Contact us for your next project.
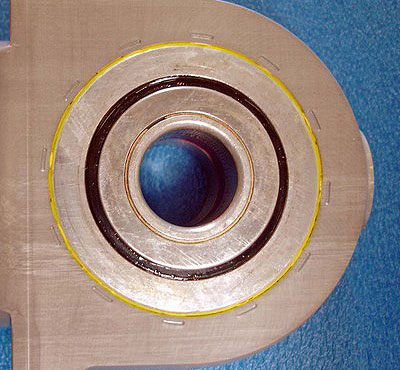
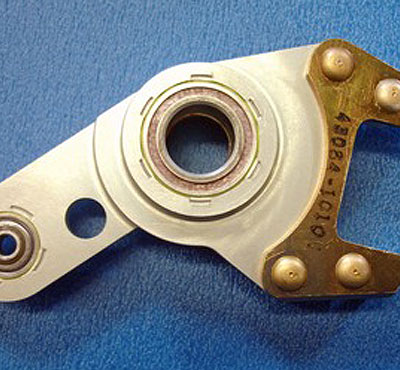
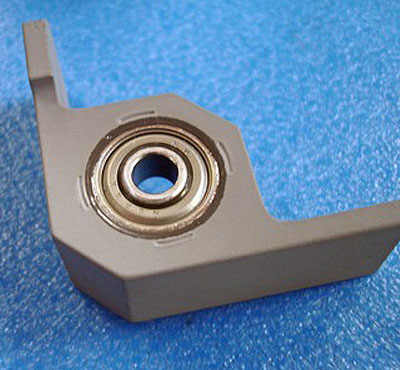
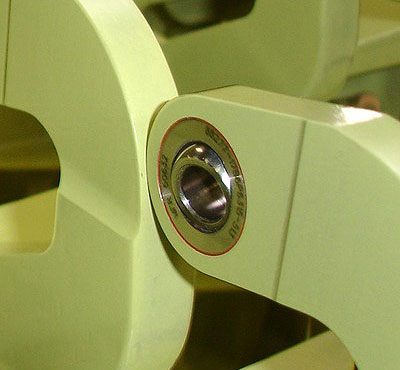
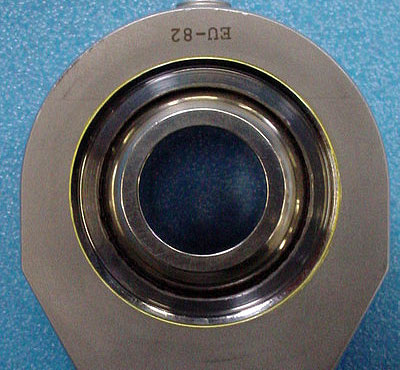
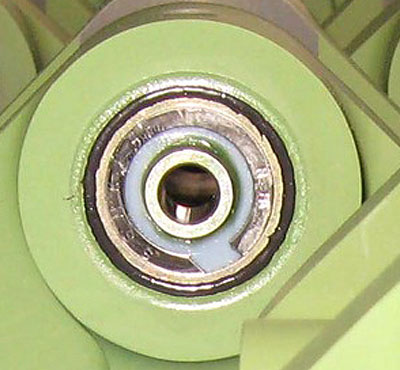
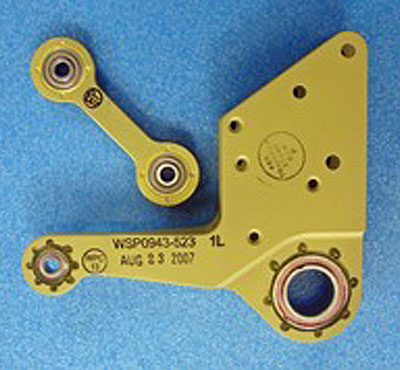
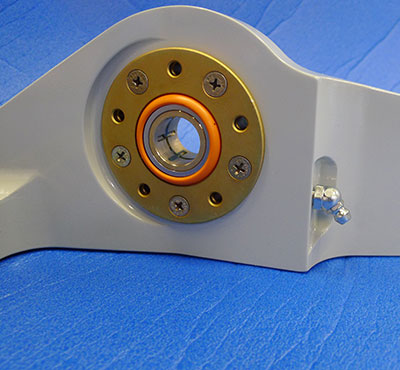
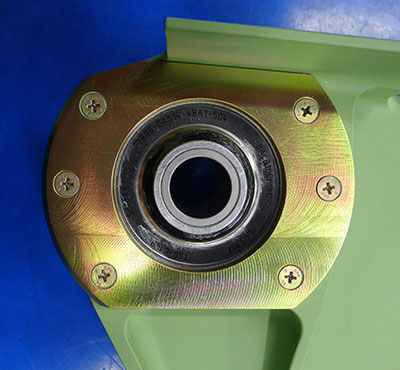
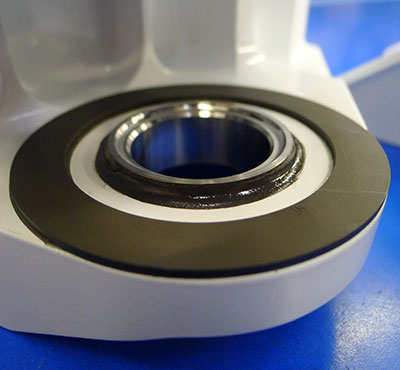
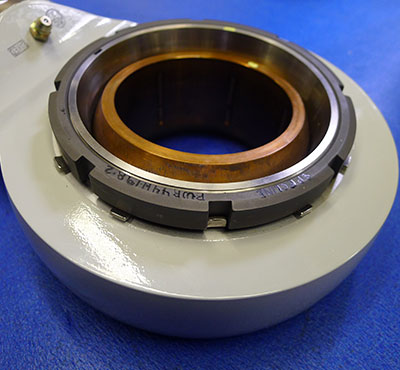
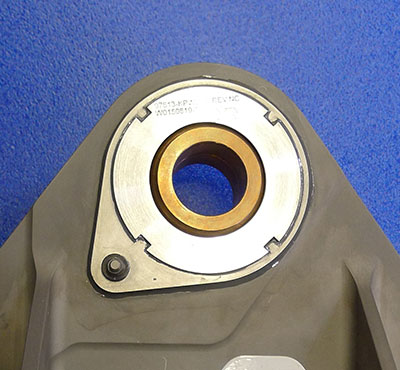
Bearing installation methods pictured below:
|






















































Bearing Installation Process
Bearing installation is just as critical as bearing design and cleanness. Incorrect setup can destroy the bearing installation. Throughout installation, never can any installation pressures be spread from an individual bearing ring through the other using the balls. Wrong installment might create brinneling of the bearing, which can easily result in bearing resonance, sound, and diminished life. Check Out our Bearing Handling Practices page for additional information pertaining to correct installation of the bearing into your device.
Some Tips:
 Pressure needs to only be put on the ring which is being installed. Apply pressure on the inner ring solely whenever mounting on a tight shaft.
Pressure needs to only be put on the ring which is being installed. Apply pressure on the inner ring solely whenever mounting on a tight shaft.
When installing a bearing in a snug housing, force is to be applied to the external ring solely.
Bearing, tooling, and mounting surfaces should really be kept spotless and free of all contaminants.
Mount Bearings Squarely Into Shafts or In Casings
Do not use any kind of shock or impact techniques (such as pounding) to install the bearings. Additionally, use appropriate tooling so that not to destroy the bearing or assembly.
Experience our Bearing Management Practices page for more information about correct installation of the PKB bearing in to your tool.
Also, to get the greatest achievable performance of super accurate bearings, installation needs to be conducted extremely carefully, ideally in super clear conditions, and most likely with dedicated bearing installation tooling. Several main points of bearing installation are:
- Clean environment
- Correct bearing installation tooling
- Proper technique
- Well-designed installation and pre-load method
- Appropriate tolerancing and surface area treatment for the installation
- Correct starting operation and break in operation
The leading reason for unanticipated precision bearing failure is contamination. So to duplicate, the first cause of early super precision bearing failing is impurity. The tidier your facility can possibly be the greater your possibility for an expanded bearing lifespan. A distinctive place where there is no machining, no grinding, and no other fragments being made is extremely suggested.
A clean work station is required at the bare minimum. Furthermore, it is strongly suggested to not open the closed bearing delivery pouch prior to immediately before installation. Note that in fact, a human hair is contamination when it comes to a super precision ball bearing.
Just a single human hair may simply reduce bearing life. Lots of companies will work with clean room apparel like gloves, aprons, hair nets, etc. to keep bearing contamination. Bearing contamination should be thought about during ultra precision bearing replacement.
Setup Tooling
Bearing installment tools are required to insure that the bearing races aren’t dimply throughout installing working with incorrect bearing reinforcement. In the event that a bearing is pressed on to a shaft or into a housing passing the installation press fit load through the bearing, plastic contortion– concavity– can develop and tremendously decrease the bearing lifespan and operating characteristics. As noticed in the example picture, installation tools can easily press on an individual race or each of the bearing races. Every installation can easily vary. If there is ever doubt contact GMN USA engineering support for recommendations.
Mounting Methods
Correct strategy overlaps with appropriate bearing tooling. However, technique goes a lot more to how tools are being utilized.
Bearing Induction Heater
Heating of the bearing inner race utilizing an induction heater may uphold installation efforts. However, In some installations, a heated bearing could be moved onto a shaft with your hands. Bear in mind: Because a bearing must not be warmed above; the lubrication cap, cage cap, seal limitation, or potentially any associated material restrictions. So an arbor press is encouraged if an induction heater is not handy.
Bearing Arbor Press
An Arbor press is highly recommended considering that the press can be done in a single act. Stopping and starting a press around the shaft could increase opportunities for problems. Even though it is highly urged against, if one have to use a hammer be sure that it is a dead blow hammer. In no way use the dead blow hammer directly against the bearing, because a mid-level tool is needed (just like press tools mentioned above). A ball peen or metal hammer may immensely boost the chance for precision bearing damages.
Solution Design and Pre-Load
For a long super precision bearing life a sufficient layout and installation solution is required. Several fundamental elements are: correct pre-load strategy, bearing sizing, payload abilities, duty cycles, etc. Also click here for various techniques of precision pre-load options. Please contact GMN USA engineering support for further advice.
Process Strength
Tolerancing and surface treatments might provide a massive effect on super precision bearing life, especially in elevated RPM applications and centrifugal pressures are worry for internal race lift off at strong RPM’s. Therefore, correction elements have to be made for each RPM and thermic effects on parts. Because principles of a slight push on the inner race and mild hole on the exterior race will frequently be made. Finally, be cautious of being way too general, as a result, doing this can open up a single up for an easily prevented complication. Please click here for more information on tolerancing and thermal effects on mating parts.
Precision Bearing Break In Solution
While a complete and thoughtful break in treatment might be the contrast when comparing a short and long precision bearing lifespan. As a result of the lubing medium, polishing results take place during break in which enhance the precision bearing performance. In addition, oil lubricated bearings will not be underestimated during a proper start up and break in period. Most of all ‘Grease Fling’ might create a really brief grease lubrication life, all the same as administering a spindle just before the oil jets turn on may greatly lessen bearing lifespan.