Bearing Swaging
Bearing Swaging per NAS0331 Method 100
American Precision specializes in various methods of bearing swaging, retention and proof load testing. Retention methods include bearing swaging, roller swaging, anvil swaging, bearing staking, anvil staking, and chisel staking. Processes are performed to a wide variety of Aerospace, Military and Commercial specifications. Contact us for your next project.
Bearing Staking per NAS0331 Method 200
Bearing swaging methods pictured below:
|





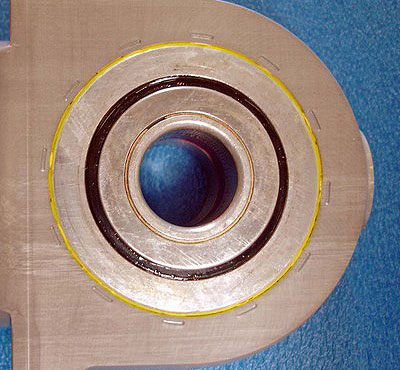





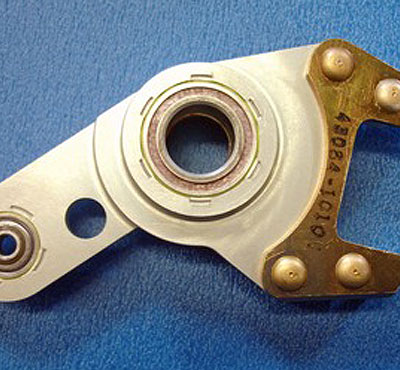





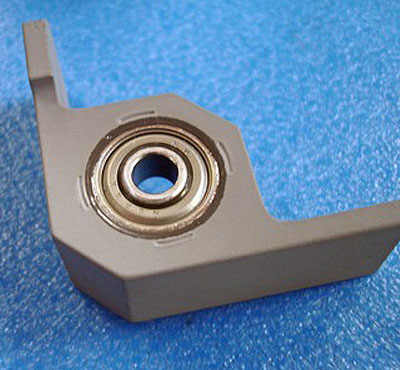
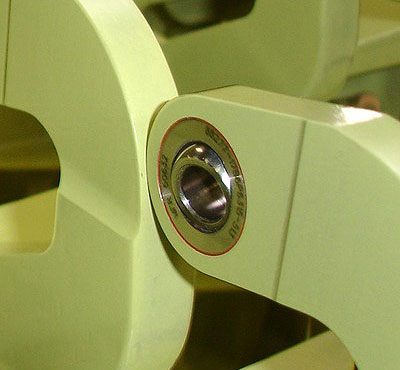






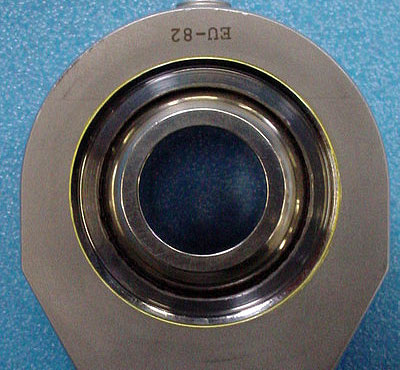








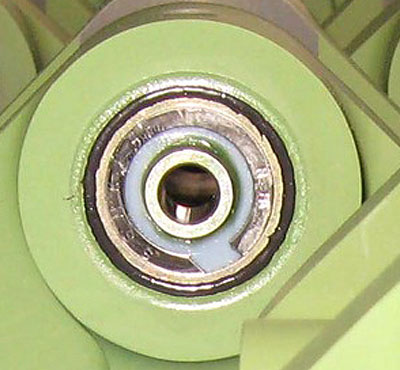









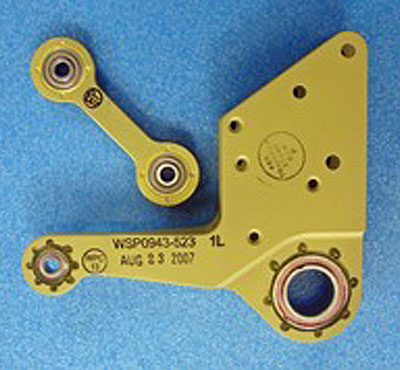






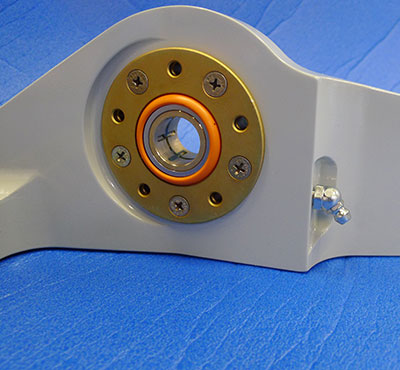
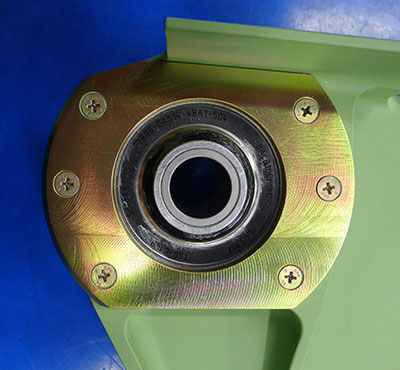

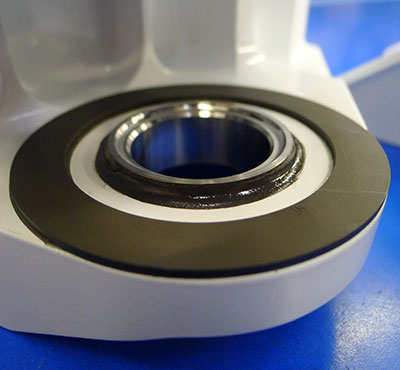
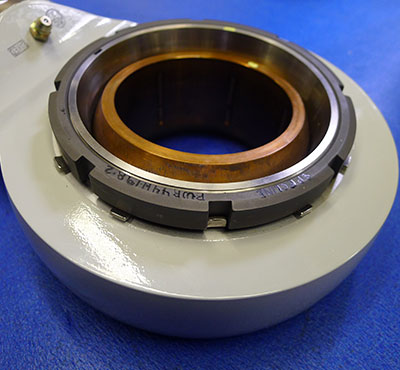
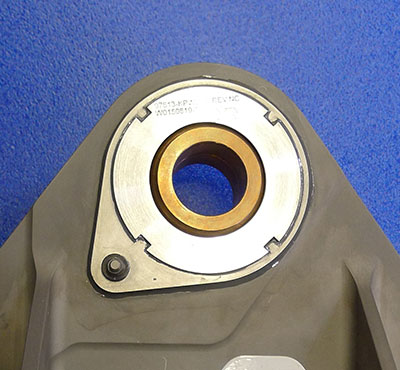



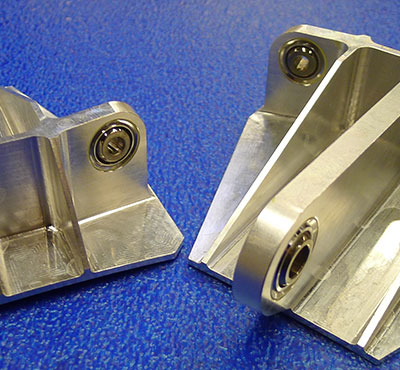

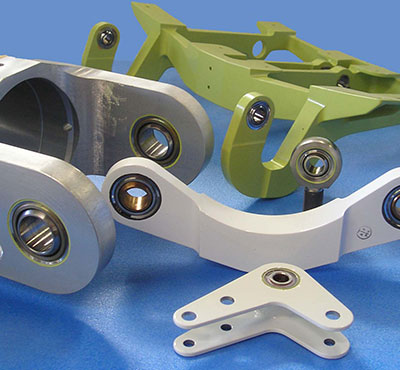





Bearing Swaging Process
Bearing swaging is just as necessary as bearing design and cleanliness. Incorrect replacement could wreck the bearing assembly. During installation, at no time can any installation forces be transmitted off 1 bearing ring into the other with the balls. Faulty installation can easily trigger brinneling of the bearing, which may result in bearing vibration, sounds, plus decreased lifespan. See our Bearing Managing Method page for additional information regarding effective installation of the bearing within your part.

Several Suggestions:
- Pressure needs to only be applied to the ring that is being placed. Whenever mounting on a tight shaft, force is to be put on the internal ring only.
- When mounting a bearing within a snug housing, force is to get put on the external ring only.
- Bearing, tooling, and installing areas should really be kept spotless and without all contamination.
- Install bearings directly onto shafts or in to housings.
- Do not utilize any type of distress or impact techniques (like hammering) to set up the bearings. Additionally, utilize proper tooling so as not to harm the bearing or assembly.
- Experience our Bearing Swaging Practices page to learn more on proper installment of the PKB bearing in to your equipment.
To obtain the best feasible performance of super precise bearings, installation ought to be executed extremely carefully, ideally in extremely clear conditions, and probably with specialized bearing installation tooling. A number of principal points of bearing installation are:
- Well-maintained environment
- Proper bearing installation tooling
- Correct technique
- Well-designed assembly and pre-load strategy
- Proper tolerancing and surface treatment method for the installation
- Proper launching operation and break in technique
- Clean Environment
The primary source of unanticipated precision bearing failure is contaminants. To duplicate, the first source of early super precision bearing failure is contamination. The tidier your space can be the better your possibility for an expanded bearing life. A different area wherein there is no machining, no grinding, and no other fragments being created is really suggested. A well-maintained work station is needed at the bare minimum. Moreover, it is strongly advised to not open the enclosed bearing delivery bag prior to immediately before installment. Take note that in fact, a human hair is contamination for a super precision ball bearing. Just an individual human hair may simply cut down bearing life. Several facilities will utilize clean room apparel such as gloves, aprons, hair nets, etc. to keep bearing corruption. This must be taken into consideration through super precision bearing installation.
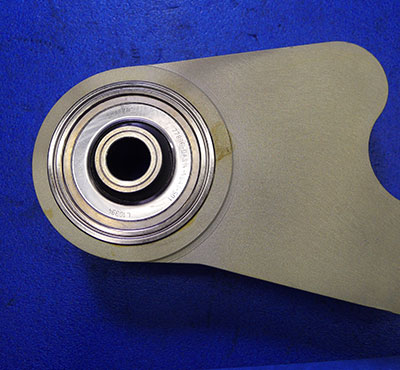
Setup Tooling for Bearing Staking and Bearing Swaging
Bearing staking tools are required to assure that the bearing races are not dimply throughout installation utilizing improper bearing reinforcement. In the event that a bearing is pushed on to a shaft or within a housing passing the installation press fit load through the bearing, plastic deformation– concavity– can happen and substantially diminish the bearing life and performance aspects. As noticed in the example photograph, installation tools could press on a solo race or both of the bearing races. Every setup could change. In case there is any uncertainty contact GMN USA engineering support for recommendations.
Mounting Methods
Correct method overlays with correct bearing tooling. Nonetheless, technique goes much more to precisely how tools are being made use of.
Bearing Induction Heater
Heating of the bearing inner race utilizing an induction heater may uphold installation efforts. However, In some installations, a heated bearing could be moved onto a shaft with your hands. Bear in mind: Because a bearing must not be warmed above; the lubrication cap, cage cap, seal limitation, or potentially any associated material restrictions. So an arbor press is encouraged if an induction heater is not handy.
Bearing Arbor Press
An Arbor press is encouraged considering that the press may be done in a single motion. Stopping and initiating a press with the shaft may enhance possibilities for errors. Despite it is highly urged against, if one have to work with a hammer make certain that it is a dead blow hammer. In no way use the dead blow hammer straight against the bearing, a mid-level tool is required (much like press tools mentioned above). A ball peen or metal hammer will greatly increase the possibility for precision bearing accidents.
System Layout and Pre-Load
A suitable layout and installation approach is required for a long super precision bearing life. A couple of main facets are: effective pre-load technique, bearing dimension, load capacities, duty cycles, etc. Click here for examples of bearing arrangements. Also click here for various techniques of precision pre-load options. Please contact GMN USA engineering support for further advice.
Equipment Strength
Tolerancing and surface treatments may get a massive effect on super precision bearing life, particularly in higher RPM uses. Centrifugal forces are an issue for inner race take off at elevated RPM’s. Consequently, correction factors have to be created for each RPM and thermic effects on materials. Principles of a slight push on the internal race and slight opening on the exterior race can frequently be made. Be cautious of being overly general, doing this can open up a single up for an easily prevented problem. Please click here for more information on tolerancing and thermal effects on mating parts. Please click here for more information on tolerancing and thermal effects on mating parts.
Precision Bearing Break In Process
A complete and well thought-out break in procedure might be the difference between a short and lengthy precision bearing lifespan. Regardless of what the lubing medium, polishing results happen during break in that enhance the precision bearing functionality. Thus, a proper initial and break in process should not be sold short even for oil greased bearings. ‘Grease Fling’ can cause an extremely brief grease lubrication lifespan, all the same as administering a spindle ahead of the oil jets turn on can considerably lower bearing life. Please click here for a proper break in procedure example and further information.